Razumevanje delovanja vakuumskih vpenjalnih klešč in kako vam lahko olajšajo življenje.
Vsak dan odgovarjamo na vprašanja o naših strojih, včasih pa smo deležni še večjega zanimanja za naše vakuumske mize. Čeprav vakuumske mize niso povsem nenavaden dodatek v svetu CNC obdelave, se MEIWHA k njim loteva drugače, zaradi česar so odličen dodatek k stroju.
Ta edinstvena prilagoditev sproža veliko vprašanj, na katera z veseljem odgovorimo! Pa se lotimo demistifikacije MEIWHA-jevega pristopa k vakuumskemu vpenjanju obdelovancev in ugotovimo, ali je to prava rešitev za vas.
1. Kako deluje vakuumska miza?
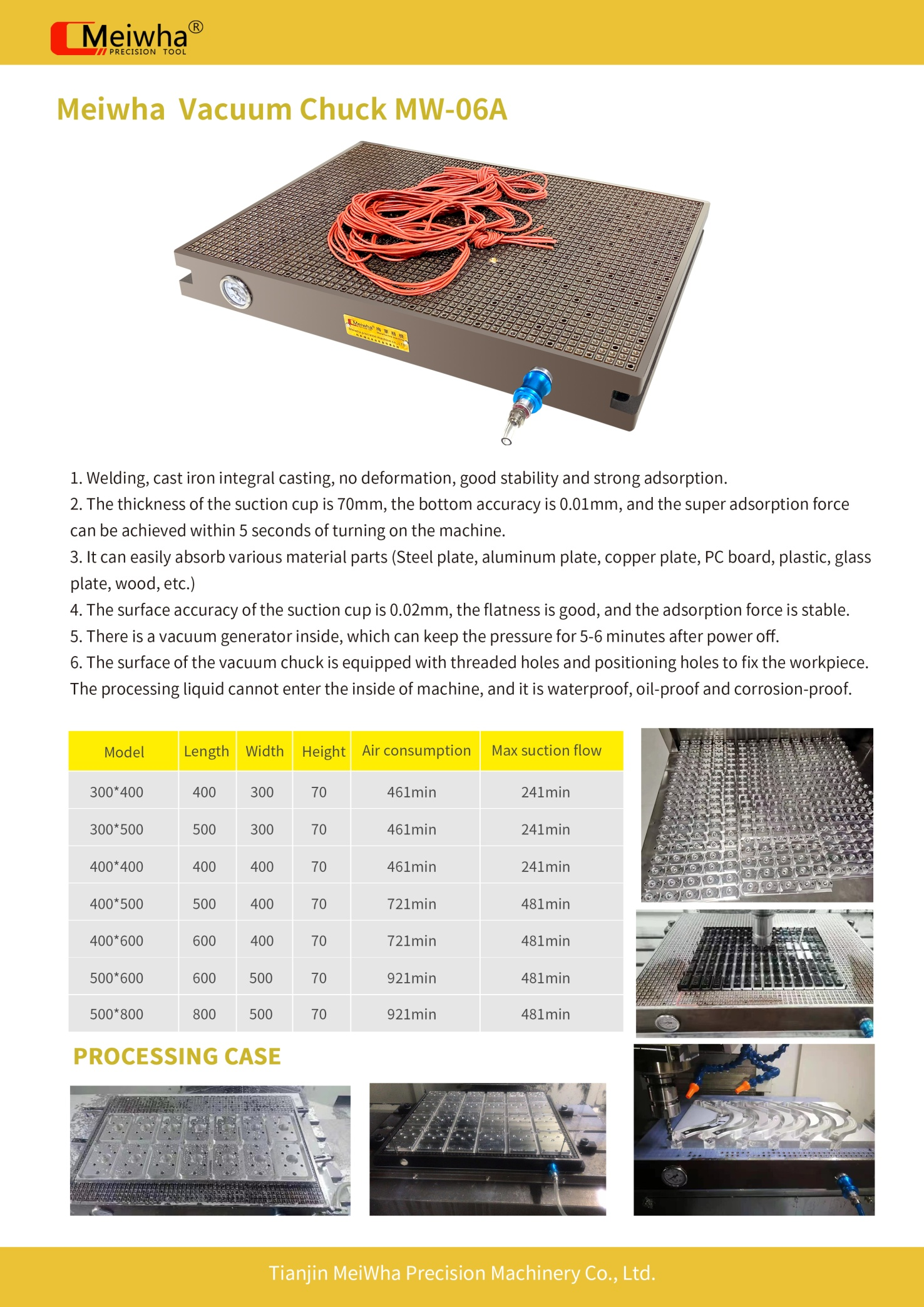
Načelo delovanja našega vakuumskega sistema miz se ne razlikuje bistveno od drugih. Vaš obdelovanec je nameščen na togi aluminijasti mreži in ga vakuumska črpalka vsesava navzdol, zaradi česar je trdno vpet. To je še posebej uporabno za tanke, velike plošče, kjer tradicionalne metode vpenjanja dajejo slabe rezultate. Vendar se tu podobnosti končajo.
2. Kaj počne tanka plošča?
Morda najpogostejše in najzapletenejše vprašanje je, kaj substratna plast počne z našimi vakuumskimi mizami. Pri skoraj vsaki drugi zasnovi vakuumskih vpenjalnih klešč je treba na vrh plošče namestiti tesnilo, ki tesni ob obdelovancu – to zagotavlja minimalno izgubo vakuuma in močno vpenjanje. Slaba stran tega izhaja iz inherentnih omejitev – ker je tesnilo potrebno za močno tesnjenje, se v primeru prereza dela vakuum popolnoma izgubi, del in orodje pa sta namenjena v zabojnik za odpadke.
Predstavljamo Vacucard – prepustno plast med obdelovancem in vakuumsko mizo, o kateri dobivamo toliko vprašanj. V primerjavi s standardno vakuumsko mizo se MEIWHA ne zanaša na tesnilo za močan vakuum, temveč na plast Vacucard, ki upočasni pretok zraka okoli obdelovanca in enakomerno porazdeli vakuum pod obdelovancem. V kombinaciji z ustrezno vakuumsko črpalko (več o tem kasneje) plast Vacucard omogoča vakuum povsod, kjer je potreben, tudi ko je obdelovanec prerezan, kar omogoča maksimalno prilagodljivost in minimalno pripravo.
3. Kako veliki ali majhni so lahko deli?
Za vakuumsko obdelane dele je primernih precej veliko različnih velikosti – od majhnih kot pikapolonica do velikih kot celotna miza stroja, vsaka ima svojo prednost. Za velike dele je vakuum najhitrejši in najlažji način za pritrditev pločevine brez glavobolov zaradi nameščanja sponk in skrbnega programiranja okoli njih.
Pri majhnih delih je prednost možnost serijskega rezkanja več kosov iz ene same plošče. Na voljo je celo različica našega substrata, Vacucard +++, ki ima lepilno mrežo, ki pomaga pri držanju zelo majhnih delov in zagotavlja, da ostanejo pri miru med končnim rezanjem.

4. Koliko vpenjalne sile zagotavlja?
To je eno mojih najljubših vprašanj, ker se lahko poglobim v znanost, ki stoji za tem! Razlog, zakaj vakuumsko vpenjanje obdelovancev tako tesno vpne dele, ni sesanje spodaj, temveč količina pritiska zgoraj. Ko pod obdelovanec potegnete močan vakuum, je sila, ki ga drži na mestu, pravzaprav atmosferski tlak.
Ker je tlak pod delom (25-29 inHg) v primerjavi z zgornjim delom (14,7 psi na morski gladini) ogromna razlika, je rezultat tog ugriz na vakuumski vpenjalnik. Samostojno določanje vpenjalne sile je preprosta naloga – preprosto vzemite površino materiala in jo pomnožite z atmosferskim tlakom na vaši nadmorski višini.
Na primer, kos materiala velikosti 9 palcev (23 cm) ima površino 81 kvadratnih palcev (23,7 cm), atmosferski tlak na morski gladini pa je 14,7 psi (12,7 psi). Zato je 81 in² x 14,7 psi = 1.190,7 lbs! Bodite prepričani, da je za držanje delov na DATRON-u zadosten vpenjalni tlak več kot pol tone.
Kaj pa majhni deli? Del velikosti palca in kvadrata bi imel le 14,7 funtov vpenjalne sile – zlahka bi sklepali, da to preprosto ni dovolj za držanje delov. Vendar pa lahko tukaj visoki vrtljaji, strateška uporaba rezalnih orodij in Vacucard+++ zagotovijo zanesljive rezultate pri rezanju majhnih delov z vakuumom. Ko že govorimo o strateški uporabi rezalnih orodij ...
5. Ali moram zmanjšati podajanje in hitrosti?
Večinoma je odgovor ne. Uporaba pravih rezalnih orodij in izkoriščanje vrtljajev pri navojnem rezkanju omogočata rezkanje brez omejitev. Vendar pa je treba pri rezanju obdelovanca v zadnjem prehodu nameniti dodatno pozornost. Pomembne podrobnosti, ki jih je treba upoštevati, so, koliko površine bo ostalo po izrezu obdelovanca, kakšna velikost orodja se uporablja in katere poti orodij so bile uporabljene pred tem.
Majhni triki, kot so rezanje spuščajočega se jezička levo od rampe, puščanje padcev namesto žepov in uporaba najmanjšega razpoložljivega orodja, so preprosti načini za zagotovitev varne končne operacije.
6Ali je enostavna za nastavitev?
Tako kot naši drugi dodatki za vpenjanje obdelovancev je tudi naš sistem vakuumskih vpenjalnih klešč izjemno enostaven za namestitev. Med začetno namestitvijo bo moral električar namestiti, priključiti in ožičiti vakuumsko črpalko. Z uporabo stožčastega mrežnega sistema se vakuumska miza namesti, zreže ravno in poravna s strojem, nato pa jo je mogoče odstraniti in ponovno namestiti z visoko stopnjo ponovljivosti. Ker je dovod vakuuma speljan skozi dno mize stroja, ni treba ukvarjati se s cevmi – namestitev je preprosta in enostavna za uporabo.
Po tem je vzdrževanje enostavno in redko. Poleg upoštevanja priporočil proizvajalca za vzdrževanje črpalke boste morda občasno morali zamenjati tesnilo ali filter ... To je to.
Upamo, da je ta seznam odgovoril na nekatera vaša vprašanja o vakuumskem vpenjanju obdelovancev. Če menite, da bi vakuumsko vpenjanje obdelovancev lahko bila rešitev za vašo proizvodno dilemo, nas pokličite!
Čas objave: 14. oktober 2021




